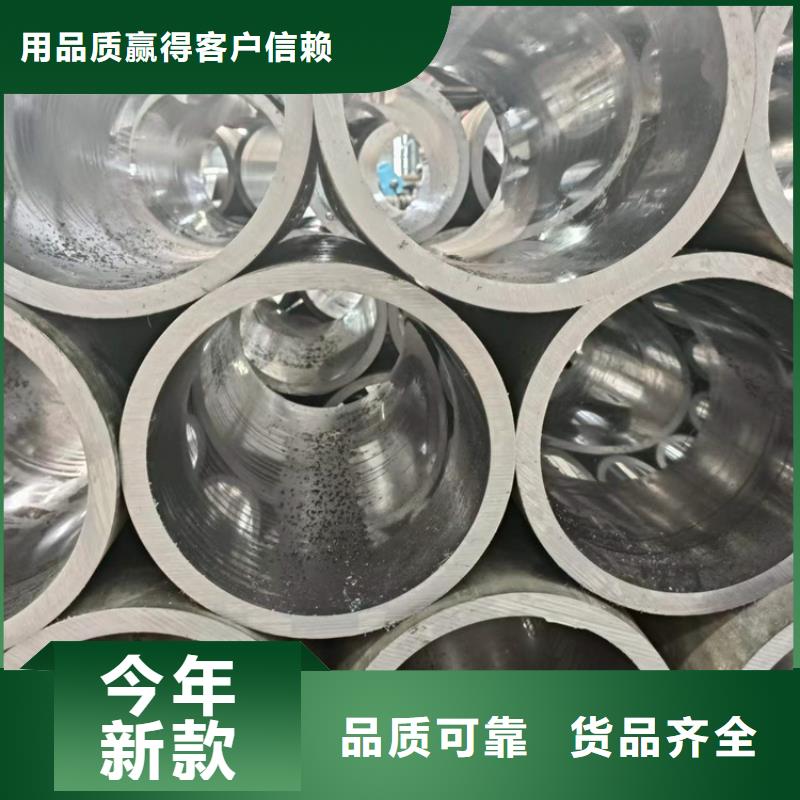
以下是:供应绗磨管的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 材质 钢铁 类型 绗磨管 产地 聊城 品牌 九冶 可定制 是 在合作市临潭县采购供应绗磨管请认准九冶管业有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-17706353138,QQ:1958857549,地址:丁块工业园发货到甘肃省 合作市 临潭县、合作、卓尼县、舟曲县、迭部县、玛曲县、碌曲县、夏河县)。 甘肃省,甘南藏族自治州,临潭县 2020年,临潭县全年地区生产总值完成261329万元,按可比价计算,比上年实际增长3.3%。
为了给您提供更的供应绗磨管产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:供应绗磨管的图文介绍甘南临潭九冶管业有限公司秉承自主创新的理念,始终坚持把科技创新作为企业生存与发展的源泉和动力,不断加大投入。在 精密钢管的产业背景、公司经营指标连年增长。
绗磨管出现故障的处理方法当绗磨管出现穿孔故障,在行驶过程中,动力突然下降,漏水,漏油. 1.孔未贯穿绗磨管的应急,检查发觉绗磨管有孔时,应进一步观察绗磨管的穿孔情况,若孔未贯穿气缸内部,可以采用环氧树脂粘补;若孔口较大,应先用木塞堵住孔口后,再用环氧树脂粘补. 2.撞击或穴蚀的应急,若汽缸因撞击或穴蚀而穿孔贯通绗磨管,应先将汽缸的活塞及连杆取出,将气门调整螺钉拆下(顶置式气门则应将推杆同时拆下),使进,排气门出于关闭状态,然后监视汽缸穿孔情况.若穴蚀产生蜂窝状一小片小穿孔,则可用环氧树脂粘补,为保证正常的润滑油压力,应将连杆轴颈上的出控油孔堵死,并使用铁丝将木塞可靠低捆绑在轴劲上,以防止甩出. 3.注意事项,应急修复后应清洗轴底壳,更换新润滑油.如果途中无新鲜润滑剂添加,应将润滑油沉淀及过滤去油中的杂志,在继续使用.行驶中应慢速驶至近的修理厂修理.珩磨管在拆卸液压油缸之前,应使得液压回路卸压。否则,当把与油缸相联接油管接头拧松时,回路中的高压油会迅速喷出。液压回路卸压时应先拧松溢流阀等处的手轮或调压螺钉,使压力油卸荷,然后切断电源或切断动力源,使液压装置停止运转。
珩磨管的日常工作原理主要是通过砂带上的沙粒产生一定的压力,在一定转速之下进行的表面研磨。通过砂带的上下移动对工件的上下表面来回磨削,达到一定效果。当然在研磨过程中要不断的加润滑油,进行冷却,以免影响工件表面加工质量。这样得到的工件只是粗加工的工件,想要更好精度的产品还需进行精加工处理。珩磨管加工工艺一种珩磨管的加工工艺,尤其是抗拉强度不低于1140MPa、屈服强度不低于1030MPa、伸长率不低于16%、延伸率不低于38%,且对珩磨管加工精度要求较高的珩磨管的加工工艺。采用的加工工艺是选用合适尺寸的TC4钛合金棒材,通过开坯、自由锻及热处理工艺,矫直、打深孔、珩磨、车外圆抛光等步骤完成规定尺寸及要求的珩磨管的加工过程,加工过程简单且成本低廉,满足了我国航空航天、压力机械等领域中对高性能珩磨管的使用要求。
绗磨管的优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。
2、修正圆度,椭圆度可≤0.01mm。
3、提高表面硬度,使受力变形,硬度提高HV≥4°
4、加工后有残余应力层,提高疲劳强度提高30%。
5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。
珩磨管加工特点加工精度高特别是一些中小型的通孔,其圆柱度可达 0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔(孔径在200mm以上),圆度也可达 0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之 外,会产生偏差,特别是小孔加工,磨削精度更差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零 件端面与轴线的垂直度(面板安装在冲程托架上,调整使它与旋转主轴垂直,零件靠在面板上加工即可)。
选购供应绗磨管来合作市临潭县找九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-17706353138,{QQ:1958857549},地址:[丁块工业园]。